














HSS kernboor
HSS kernboor
KERNBOOR-HSS-B.DIEPTE30MM-D12MM
Art.-nr. 0630930120
EAN 4038898425304
Registreer nu voor toegang tot meer dan 125.000 producten
Goede prestaties en snelle boorvoortgang
In tegenstelling tot bij boren in vol materiaal wordt slechts een dunne metalen ring gesneden. De boorkern wordt door een uitdrijfstift uitgeworpen.
Voorboren niet nodig, geen vorming van bramen
Geen voor- of nabewerking vereist
Optimale bladgeometrie
- Lange standtijd in vergelijking met veel standaard HSS kernboren
- Schoon boorprofiel
- Boorgat met nauwkeurige toleranties
Nauwkeurige geleiding, geen wegglijden
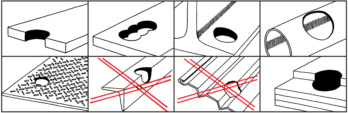
Geschikt voor overlappend boren. Probleemloos boren in gebogen oppervlakken en buizen.
- In tegenstelling tot spiraalboren bewerkt de kernboor alleen een dunne ring van materiaal in plaats van de volledige boordiameter. De boorkern wordt verwijderd met een uitdrijfstift met veer. Deze is niet inbegrepen bij de levering. Kernboren bieden daarom een boortijd aan die 10 keer korter is dan spiraalboren.
- Voldoende continue koeling gedurende het gehele boorproces verlengt de levensduur van de kernboor aanzienlijk. Niet droog boren.
- Niet geschikt voor geperste spaanplaat, titanium of gereedschapsstaal en hooggelegeerd staal
- Zie de overzichtstabellen voor informatie over materialen en snijwaardeparameters
- Draag persoonlijke beschermingsmiddelen, zoals oogbescherming, gehoorbescherming en beschermende handschoenen
- Draag geen loszittende kleding of sieraden die kunnen worden gegrepen door bewegende delen
- Kernboren mogen niet worden gebruikt met handgereedschap
- Zorg ook voor een perfecte concentriciteit en de correcte klemfunctie van de gereedschapsaandrijving
Datasheets(X)

- Met Weldon schacht ∅ 19 mm voor gebruik op mobiele magneetboormachines of stationaire boormachines voor het maken van grote gaten met een diameter van maximaal 50 mm en een snijdiepte van 30 mm of 50 mm
- Fein-boren met QuickIn-bevestiging kunnen worden gebruikt met een adapter
- Toepassing op stationaire boormachines met morseconus is mogelijk met behulp van de juiste montagehouder
- Steek de uitdrijfstift in de kernboor
- Duw de kernboor in de houder van de boormachine en draai de inbusschroeven strak aan
- De kernboor wordt automatisch vergrendeld bij gebruik van snelkoppelingen
- Controleer of de kernboor goed in de boorbek zit
- Als de boor tijdens het gebruik zijwaarts wordt belast, kan het gereedschap breken
- Zet de boormachine vast in de juiste positie voor het boren en zorg ervoor dat de boormachine stabiel staat
- Zet de boormachine indien nodig vast met een veiligheidsriem voordat u gaat boren, met name voor gebruik op verticale oppervlakken en werkzaamheden boven het hoofd
- Let op de toerentaltabel en gebruik koelsmeermiddel
- Boor voorzichtig (zonder centeren en voorboren), let op een gelijkmatige voortbeweging en gelijkmatig toerental gedurende het gehele boorproces
- Verwijder spanen en boorkern na elke keer boren
- Let op: Kans op letsel: spanen en boorkern kunnen zeer heet en scherp zijn
Kwaliteit | Würth-standaard |
Zaagdiepte | 30 mm |
Diameter | 12 mm |
Lengte | 64,2 mm |
Te bewerken materiaal | Staal, Aluminium, Hout |
Schachtvorm | Weldon |
Oppervlakte | Blank |
Snijmateriaal | High Speed Steel |
Standtijd (puntensysteem) | 2 van 4 punten |
Boorsnelheid (puntensysteem) | 3 van 4 punten |
Boorgatkwaliteit (puntensysteem) | 4 van 4 punten |
Veelzijdigheid (puntensysteem) | 2 van 4 punten |
Boorgedrag (puntensysteem) | 3 van 4 punten |
| Snijwaarden | |||||||||
| Voor dia. 12,0-20,0 | |||||||||
| Materiaalomschrijving | Treksterkte | vanaf dia. 12,0 | vanaf dia. 16,0 | vanaf dia. 20,0 | |||||
| vc | n | n | n | ||||||
| Van | tot | Van | tot | Van | tot | Van | tot | ||
| Staalsoorten | |||||||||
| Algemeen constructiestaal | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Niet-gelegeerde temperstaalsoorten | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Laaggelegeerde temperstaalsoorten | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Niet-gelegeerde temperstaalsoorten | ≤ 1.000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Laaggelegeerde temperstaalsoorten | ≤ 1.000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Gietmetaal | |||||||||
| Gietijzer | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Nodulair gietijzer, temperijzer | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Non-ferrometalen | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aluminiumlegeringen | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Smeedaluminiumlegeringen | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Gietaluminiumlegeringen < = 10% Si | ≤ 600 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Magnesiumlegeringen | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Laaggelegeerd koper | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Kortspanend messing | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Langspanend messing | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Kortspanend brons | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Kunststoffen | |||||||||
| Thermohardende kunststoffen | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Thermoplastische kunststoffen | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Sleutel |
| vc = slijpsnelheid [m/min] |
| n = toerental [tpm] |
| De aanbevolen snijwaarden zijn referentiewaarden en moeten worden aangepast aan de respectieve omstandigheden. |
| Snijwaarden | |||||||||
| Voor dia. 36,0-50,0 | |||||||||
| Materiaalomschrijving | Treksterkte | vanaf dia. 36,0 | vanaf dia. 40,0 | vanaf dia. 50,0 | |||||
| vc | n | n | n | ||||||
| Van | tot | Van | tot | Van | tot | Van | tot | ||
| Staalsoorten | |||||||||
| Algemeen constructiestaal | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Niet-gelegeerde temperstaalsoorten | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Laaggelegeerde temperstaalsoorten | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Niet-gelegeerde temperstaalsoorten | ≤ 1.000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Laaggelegeerde temperstaalsoorten | ≤ 1.000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Gietmetaal | |||||||||
| Gietijzer | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Nodulair gietijzer, temperijzer | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Non-ferrometalen | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aluminiumlegeringen | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Smeedaluminiumlegeringen | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Gietaluminiumlegeringen < = 10% Si | ≤ 600 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Magnesiumlegeringen | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Laaggelegeerd koper | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Kortspanend messing | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Langspanend messing | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Kortspanend brons | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Kunststoffen | |||||||||
| Thermohardende kunststoffen | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Thermoplastische kunststoffen | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Snijwaarden | |||||||||
| Voor dia. 24,0-32,0 | |||||||||
| Materiaalomschrijving | Treksterkte | vanaf dia. 24,0 | vanaf dia. 28,0 | vanaf dia. 32,0 | |||||
| vc | n | n | n | ||||||
| Van | tot | Van | tot | Van | tot | Van | tot | ||
| Staalsoorten | |||||||||
| Algemeen constructiestaal | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Niet-gelegeerde temperstaalsoorten | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Laaggelegeerde temperstaalsoorten | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Niet-gelegeerde temperstaalsoorten | ≤ 1.000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Laaggelegeerde temperstaalsoorten | ≤ 1.000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Gietmetaal | |||||||||
| Gietijzer | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Nodulair gietijzer, temperijzer | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Non-ferrometalen | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aluminiumlegeringen | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Smeedaluminiumlegeringen | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Gietaluminiumlegeringen < = 10% Si | ≤ 600 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Magnesiumlegeringen | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Laaggelegeerd koper | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Kortspanend messing | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Langspanend messing | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Kortspanend brons | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Kunststoffen | |||||||||
| Thermohardende kunststoffen | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
| Thermoplastische kunststoffen | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
RAL-kleurnuance selecteren
!! LET OP: De beeldschermweergave van de kleur wijkt af van de echte kleurnuance !!