





VHM-schachtfrees met hoekradius Speedcut-Universal, DIN 6527L, lang, optioneel, vierlippige boor, ongelijke spoedhoek
Schachtfrees VHM DIN6527L Z3-4 type N-TIALN-S-ER
FREES-SP-DIN6527L-UV-VHM-TNS-HA-D6X1,5
Art.-nr. 5443300652
EAN 4055375892992




























Registreer nu voor toegang tot meer dan 125.000 producten
Datasheets(X)

 | |
Productcode | 6447 |
Te bewerken materiaal | Staal, Gietijzer, RVS, Hard en taai materiaal, Koper, Messing, Aluminium |
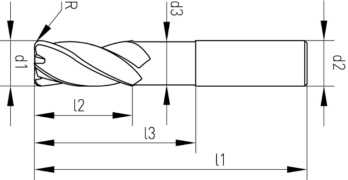
Diameter (d1) | 6 mm |
Schachtdiameter (d2) | 6 mm |
Vrije diameter (d3) | 5,6 mm |
Normering | DIN 6527 |
Constructielengte | Lang |
Schachtvorm | Cilindrisch DIN 6535-HA |
Snijmateriaal | VHM |
Oppervlakte | TiAlN-S |
Koelmiddeltoevoer | Extern |
Draaihoek | 35-38° |
Hoekradius (R) | 1,5 mm |
Lengte (l1) | 57 mm |
Lengte van de snijkant (l2) | 13 mm |
Vrije lengte (l3) | 23 mm |
Aantal messen (Z) | 4 st |
Tolerantie van de snijranddiameter | h10 |
Tolerantie van schachtdiameter | h6 |
Materiaal subgroep | Algemeen constructiestaal, Niet-gelegeerd getemperd staal < 1000 N/mm², Gelegeerd getemperd staal < 1000 N/mm², Nitreerstaal < 1300 N/mm², Grijs gietijzer, Smeedbaar gietijzer, Roestvast staal < 850 N/mm², Roestvast staal > 850 N/mm², Titanium, Titaniumlegering, Staal > 45 HRC, Koper, Messing, Aluminium |
| Sleutel | ||
| L = lucht | ae = 1xd1 | |
| E = emulsie | ||
| vc = snijsnelheid [m/min] | ||
| z = voeding per tand [mm/t] | p = 1xd1 | |
| e = snijdikte (radiaal) | ||
| p = snijdikte (axiaal) | ||
| De aanbevolen snijwaarden zijn referentiewaarden en moeten worden aangepast aan de respectieve omstandigheden. | ||
| Snijwaarden voor groef voorfrezen | ||||||||
| Voor dia. 8–20 | ||||||||
| Materiaalomschrijving | Treksterkte | Koeling | vc | fz | ||||
| Diameter 8 | Diameter 10 | Diameter 12 | Diameter 16 | Diameter 20 | ||||
| Algemeen constructiestaal | < 500 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 500–850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| Koolstofstaal | < 850 N/mm² | L + E | 170 | 0,045 | 0,054 | 0,063 | 0,081 | 0,095 |
| 850–1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Niet-gelegeerde temperstaalsoorten | < 700 N/mm² | L + E | 165 | 0,045 | 0,059 | 0,072 | 0,086 | 0,104 |
| 700–850 N/mm² | L + E | 165 | 0,045 | 0,054 | 0,068 | 0,081 | 0,095 | |
| 850–1000 N/mm² | L + E | 165 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 | |
| Gelegeerde temperstaalsoorten | 850–1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,054 | 0,072 | 0,090 |
| 1000–1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,050 | 0,054 | 0,072 | |
| Ongelegeerd inzetstaal | < 750 N/mm² | L + E | 210 | 0,045 | 0,059 | 0,072 | 0,855 | 0,104 |
| Gelegeerd inzetstaal | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000–1200 N/mm² | L + E | 140 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| Genitreerd staal | < 1000 N/mm² | L + E | 160 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 1000–1200 N/mm² | L + E | 140 | 0,032 | 0,041 | 0,045 | 0,054 | 0,072 | |
| Gereedschapsstaal | < 850 N/mm² | L + E | 170 | 0,036 | 0,050 | 0,059 | 0,072 | 0,090 |
| 850–1100 N/mm² | L + E | 160 | 0,032 | 0,045 | 0,054 | 0,063 | 0,081 | |
| HSS-staal | 850–1200 N/mm² | L + E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Verenstaal | < 1200 N/mm² | L + E | 95 | 0,027 | 0,036 | 0,041 | 0,045 | 0,630 |
| RVS | < 700 N/mm² | E | 115 | 0,036 | 0,050 | 0,059 | 0,072 | 0,081 |
| RVS | < 700 N/mm² | E | 110 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| < 850 N/mm² | E | 95 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 | |
| RVS | < 1100 N/mm² | E | 80 | 0,036 | 0,045 | 0,054 | 0,063 | 0,072 |
| Speciale legeringen | < 1200 N/mm² | E | 65 | 0,032 | 0,041 | 0,045 | 0,059 | 0,072 |
| Titanium, titaniumlegeringen | < 850 N/mm² | E | 65 | 0,036 | 0,045 | 0,054 | 0,063 | 0,081 |
| Gietijzer | < 180 HB | - | 145 | 0,045 | 0,068 | 0,081 | 0,099 | 0,117 |
| < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
| Nodulair gietijzer, smeedbaar gietijzer | < 180 HB | - | 115 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 |
| > 260 HB | E | 95 | 0,036 | 0,054 | 0,059 | 0,072 | 0,090 | |
| Snijwaarden voor groef voorfrezen | ||||||||
| Voor dia. 2–6 | ||||||||
| Materiaalomschrijving | Treksterkte | Koeling | vc | fz | ||||
| Diameter 2 | Diameter 3 | Diameter 4 | Diameter 5 | Diameter 6 | ||||
| Algemeen constructiestaal | < 500 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 500–850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Koolstofstaal | < 850 N/mm² | L + E | 170 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| 850–1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Niet-gelegeerde temperstaalsoorten | < 700 N/mm² | L + E | 165 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| 700–850 N/mm² | L + E | 165 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| 850–1000 N/mm² | L + E | 165 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Gelegeerde temperstaalsoorten | 850–1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Ongelegeerd inzetstaal | < 750 N/mm² | L + E | 210 | 0,012 | 0,018 | 0,023 | 0,032 | 0,036 |
| Gelegeerd inzetstaal | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Genitreerd staal | < 1000 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| 1000–1200 N/mm² | L + E | 140 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| Gereedschapsstaal | < 850 N/mm² | L + E | 170 | 0,012 | 0,018 | 0,018 | 0,023 | 0,027 |
| 850–1100 N/mm² | L + E | 160 | 0,010 | 0,014 | 0,016 | 0,020 | 0,023 | |
| HSS-staal | 850–1200 N/mm² | L + E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Verenstaal | < 1200 N/mm² | L + E | 95 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| RVS | < 700 N/mm² | E | 115 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| RVS | < 700 N/mm² | E | 110 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| < 850 N/mm² | E | 95 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 | |
| RVS | < 1100 N/mm² | E | 80 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Speciale legeringen | < 1200 N/mm² | E | 65 | 0,008 | 0,011 | 0,014 | 0,018 | 0,023 |
| Titanium, titaniumlegeringen | < 850 N/mm² | E | 65 | 0,010 | 0,014 | 0,018 | 0,023 | 0,027 |
| Gietijzer | < 180 HB | - | 145 | 0,011 | 0,016 | 0,021 | 0,027 | 0,036 |
| < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |
| Nodulair gietijzer, smeedbaar gietijzer | < 180 HB | - | 115 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 |
| > 260 HB | E | 95 | 0,011 | 0,016 | 0,023 | 0,027 | 0,032 | |