





SC long twist drill bit DIN 338
Twist drill solid carbide DIN338 5xD type N
DRL-TWST-MET-DIN338N-SC-D6,5MM
Art.-no. 5443000286
EAN 4055375889596
Individual price display after login
Show availability in Würth shop
In order to check the stock in a Würth branch, please log in.
If you have any questions, please call our service hotline at 073 – 629 1911.
You are not yet a Würth customer or do not yet have access data to the Online Shop? Then register now in just a few steps. After a successful check of the entered data, you will have immediate access to the stock inquiry as well as all prices and can immediately order.

















Exclusively for trade customers
Register now and access more than 125,000 products
Particularly suitable for drilling in high-strength steels, chromium-nickel steels, chilled cast iron, grey cast iron, cast steel, manganese high carbon steel, bronze, aluminium with high silicon content and other difficult-to-machine materials.
Notice
≤ Ø 2.9 mm - 4 surface grinding
≥ Ø 3.0 mm - 6 surface grinding
≥ Ø 3.0 mm - 6 surface grinding
Product information
Datasheets(X)

 | |
Product code | 6156 |
Material to be processed | Steel, Titanium, Copper, Brass, Aluminium |
Standards | DIN 338 |
Design | Long |
Surface | Plain |
Max. drilling depth (D) | 5xD |
Cutting material | SC |
Angle of the tip | 118 Degree |
Number of cutting edges | 2 PCS |
Coolant supply | External |
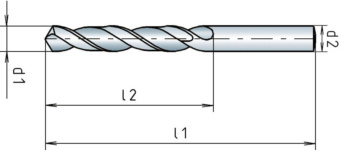
Diameter (d1) | 6.5 mm |
Shank style | Cylindrical |
Length (l1) | 101 mm |
Chip flute length (l2) | 63 mm |
Tolerance of cutting edge diameter | h7 |
Shank diameter (d2) | 6.5 mm |
Drill design | 6 ground faces |
Tolerance of shank diameter | h5 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Cutting values for solid carbide drill bits, uncoated | |||||||
| For dia. 1-5.9 | |||||||
| Material designation | Tensile strength | Cooling | vc | f | |||
| from | to | Dia. 1-1.9 | Dia. 2-2.9 | Dia. 3-5.9 | |||
| General structural steels | < 500 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 500-850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| Carbon steels | < 850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 850-1000 N/mm² | E | 55 | 65 | 0,040 | 0,054 | 0,090 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 700-850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 75 | 0,030 | 0,045 | 0,081 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Nitriding steels | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| Tool steels | < 850 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 850-1100 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Spring steels | < 1200 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| Stainless steels, austenitic | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| < 850 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 |
| Special alloys | < 1200 N/mm² | E | 15 | 25 | 0,030 | 0,045 | 0,072 |
| Cast iron | < 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 |
| > 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 |
| > 260 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Copper, low-alloy | < 350 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Brass, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Brass, long-chipping | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Bronze, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| 650-850 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 | |
| Bronze, long-chipping | < 850 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 |
| 850-1200 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 | |
| Graphite | T | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Legend | |
| E = emulsion | |
| T = dry | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values for solid carbide drill bits, uncoated | |||||||
| For dia. 6 - 16 | |||||||
| Material designation | Tensile strength | Cooling | vc | f | |||
| from | to | Dia. 6-8.9 | Dia. 9-11.9 | Dia. 12-16 | |||
| General structural steels | < 500 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 500-850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| Carbon steels | < 850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 850-1000 N/mm² | E | 55 | 65 | 0,126 | 0,153 | 0,207 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 700-850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| 850-1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 60 | 75 | 0,108 | 0,135 | 0,180 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Nitriding steels | < 1000 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 1000-1200 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| Tool steels | < 850 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 850-1100 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| 1100-1400 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 | |
| High-speed steels | 850-1200 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Spring steels | < 1200 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| Stainless steels, austenitic | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| < 850 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 |
| Special alloys | < 1200 N/mm² | E | 15 | 25 | 0,099 | 0,126 | 0,162 |
| Cast iron | < 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 |
| > 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 | |
| Nodular graphite, malleable iron | > 180 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 |
| > 260 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Copper, low-alloy | < 350 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Brass, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Brass, long-chipping | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Bronze, short-chipping | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| 650-850 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 | |
| Bronze, long-chipping | < 850 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 |
| 850-1200 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 | |
| Graphite | T | 70 | 100 | 0,117 | 0,144 | 0,189 | |