





HSCo8 schachtfrees, kort, middensnijdend DIN 844K
Schachtfrees HSCo8 kort DIN 844K type HR TIALN
SCHACHTFREES-DIN844B-K-HSCO8-TN-D6,0MM
Art.-nr. 5443600781
EAN 4055375878392
Prijzen worden na het inloggen weergegeven
Geef beschikbaarheid weer in een Würth Shop
Om de voorraad in een Würth Shop te controleren, kunt u zich hier aanmelden.
Bij vragen kunt u onze klantenservice bellen: 073 – 629 1911.
Bent u nog geen Würth klant of heeft u nog geen toegangsgegevens voor de Online-Shop? Registreer dan nu online in slechts enkele stappen. Na een succesvolle controle van de ingevoerde gegevens, heeft u direct inzage in de voorraad en ziet u ook alle prijzen. U kunt meteen bestellen! Bent u een nieuwe klant, dan duurt het goedkeuren van de registratie maximaal 24 uur op werkdagen.


















Uitsluitend voor bedrijven
Registreer nu voor toegang tot meer dan 125.000 producten
Breed scala aan toepassingen voor materialen van gemiddelde tot hoge sterkte (ca. 900–1400 N/mm²). Bv. geharde, warmtebehandelde staalsoorten, legeringen van gereedschapsstaal, geharde non-ferrometalen, zeer hittebestendige materialen, alsmede gietijzer en gietijzer-legeringen.
Productinformatie
Datasheets(X)

 | |
Productcode | 2047 |
Te bewerken materiaal | Staal, Gietijzer, RVS, Titanium |
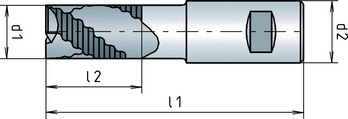
Diameter (d1) | 6 mm |
Schachtdiameter (d2) | 6 mm |
Normering | DIN 844 |
Constructielengte | Kort |
Schachtvorm | Cilindrisch DIN 1835-B |
Snijmateriaal | HSCo8 |
Oppervlakte | TiAlN |
Koelmiddeltoevoer | Extern |
Draaihoek | 30° |
Lengte (l1) | 57 mm |
Lengte van de snijkant (l2) | 13 mm |
Aantal messen | 3 st |
Tolerantie van de snijranddiameter | k12 |
Tolerantie van schachtdiameter | h6 |
Materiaal subgroep | Algemeen constructiestaal, Niet-gelegeerd getemperd staal < 1000 N/mm², Gelegeerd getemperd staal < 1000 N/mm², Nitreerstaal < 1300 N/mm², Grijs gietijzer, Smeedbaar gietijzer, Roestvast staal < 850 N/mm², Roestvast staal > 850 N/mm², Titanium, Titaniumlegering |
| Legenda | ||
| E = emulsie | ae = 0,5xd1 | |
| vc = snijsnelheid [m/min] | ||
| z = voeding per tand [mm/t] | p = 1xd1 | |
| e = snijdikte (radiaal) | ||
| p = snijdikte (axiaal) | ||
| De aanbevolen snijwaarden zijn referentiewaarden en moeten worden aangepast aan de respectieve omstandigheden. | ||
| Snijwaarden voor contour voorsnijden | |||||||
| Voor dia. 16 tot dia. 32 | |||||||
| Materiaalomschrijving | Treksterkte | Koeling | vc | fz | |||
| Dia. 16–19,9 | Dia. 20–23,9 | Dia. 24–31,9 | Diameter 32 | ||||
| Algemeen constructiestaal | < 500 N/mm² | E | 37 | 0,060 | 0,076 | 0,094 | 0,120 |
| 500–850 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Koolstofstaal | < 850 N/mm² | E | 34 | 0,053 | 0,067 | 0,083 | 0,106 |
| 850–1000 N/mm² | E | 26 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Niet-gelegeerde temperstaalsoorten | < 700 N/mm² | E | 33 | 0,053 | 0,067 | 0,083 | 0,106 |
| 700–850 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 | 0,106 | |
| 850–1000 N/mm² | E | 24 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Gelegeerde temperstaalsoorten | 850–1000 N/mm² | E | 22 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000–1200 N/mm² | E | 18 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Ongelegeerd inzetstaal | < 750 N/mm² | E | 30 | 0,053 | 0,067 | 0,083 | 0,106 |
| Gelegeerd inzetstaal | < 1000 N/mm² | E | 22 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000–1200 N/mm² | E | 18 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Genitreerd staal | < 1000 N/mm² | E | 22 | 0,053 | 0,067 | 0,083 | 0,106 |
| 1000–1200 N/mm² | E | 18 | 0,060 | 0,076 | 0,094 | 0,120 | |
| Gereedschapsstaal | < 850 N/mm² | E | 26 | 0,053 | 0,067 | 0,083 | 0,106 |
| 850–1100 N/mm² | E | 16 | 0,060 | 0,076 | 0,094 | 0,120 | |
| 1100–1400 N/mm² | E | 9 | 0,060 | 0,076 | 0,094 | 0,120 | |
| HSS-staal | 850–1200 N/mm² | E | 8 | 0,060 | 0,076 | 0,094 | 0,120 |
| Slijtvast constructiestaal | 1350 N/mm² | E | 9 | 0,060 | 0,076 | 0,094 | 0,120 |
| Verenstaal | < 1200 N/mm² | E | 8 | 0,060 | 0,076 | 0,094 | 0,120 |
| Roestvast staal, gezwaveld | < 700 N/mm² | E | 24 | 0,053 | 0,067 | 0,083 | 0,106 |
| Roestvast staal, austenitisch | < 700 N/mm² | E | 18 | 0,053 | 0,067 | 0,083 | 0,106 |
| < 850 N/mm² | E | 12 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Roestvast staal, martensitisch | < 1100 N/mm² | E | 9 | 0,060 | 0,076 | 0,094 | 0,120 |
| Gietijzer | < 180 HB | - | 34 | 0,053 | 0,067 | 0,083 | 0,106 |
| > 180 HB | - | 30 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Nodulair gietijzer, smeedbaar gietijzer | > 180 HB | - | 26 | 0,053 | 0,067 | 0,083 | 0,106 |
| > 260 HB | E | 18 | 0,053 | 0,067 | 0,083 | 0,106 | |
| Titanium, titaniumlegeringen | < 850 N/mm² | E | 9 | 0,060 | 0,076 | 0,094 | 0,120 |
| Snijwaarden voor contour voorsnijden | |||||||
| Voor dia. 6 tot dia. 15,9 | |||||||
| Materiaalomschrijving | Treksterkte | Koeling | vc | fz | |||
| Dia. 6–7,9 | Dia. 8–9,9 | Dia. 10–11,9 | Dia. 12–15,9 | ||||
| Algemeen constructiestaal | < 500 N/mm² | E | 37 | 0,020 | 0,028 | 0,037 | 0,044 |
| 500–850 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Koolstofstaal | < 850 N/mm² | E | 34 | 0,017 | 0,024 | 0,033 | 0,038 |
| 850–1000 N/mm² | E | 26 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Niet-gelegeerde temperstaalsoorten | < 700 N/mm² | E | 33 | 0,017 | 0,024 | 0,033 | 0,038 |
| 700–850 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 | |
| 850–1000 N/mm² | E | 24 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Gelegeerde temperstaalsoorten | 850–1000 N/mm² | E | 22 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000–1200 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Ongelegeerd inzetstaal | < 750 N/mm² | E | 30 | 0,017 | 0,024 | 0,033 | 0,038 |
| Gelegeerd inzetstaal | < 1000 N/mm² | E | 22 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000–1200 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Genitreerd staal | < 1000 N/mm² | E | 22 | 0,017 | 0,024 | 0,033 | 0,038 |
| 1000–1200 N/mm² | E | 18 | 0,020 | 0,028 | 0,037 | 0,044 | |
| Gereedschapsstaal | < 850 N/mm² | E | 26 | 0,017 | 0,024 | 0,033 | 0,038 |
| 850–1100 N/mm² | E | 16 | 0,020 | 0,028 | 0,037 | 0,044 | |
| 1100–1400 N/mm² | E | 9 | 0,020 | 0,028 | 0,037 | 0,044 | |
| HSS-staal | 850–1200 N/mm² | E | 8 | 0,020 | 0,028 | 0,037 | 0,044 |
| Slijtvast constructiestaal | 1350 N/mm² | E | 9 | 0,020 | 0,028 | 0,037 | 0,044 |
| Verenstaal | < 1200 N/mm² | E | 8 | 0,020 | 0,028 | 0,037 | 0,044 |
| Roestvast staal, gezwaveld | < 700 N/mm² | E | 24 | 0,017 | 0,024 | 0,033 | 0,038 |
| Roestvast staal, austenitisch | < 700 N/mm² | E | 18 | 0,017 | 0,024 | 0,033 | 0,038 |
| < 850 N/mm² | E | 12 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Roestvast staal, martensitisch | < 1100 N/mm² | E | 9 | 0,020 | 0,028 | 0,037 | 0,044 |
| Gietijzer | < 180 HB | - | 34 | 0,017 | 0,024 | 0,033 | 0,038 |
| > 180 HB | - | 30 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Nodulair gietijzer, smeedbaar gietijzer | > 180 HB | - | 26 | 0,017 | 0,024 | 0,033 | 0,038 |
| > 260 HB | E | 18 | 0,017 | 0,024 | 0,033 | 0,038 | |
| Titanium, titaniumlegeringen | < 850 N/mm² | E | 9 | 0,020 | 0,028 | 0,037 | 0,044 |
| Legenda | ||
| E = emulsie | ae = 1xd1 | |
| vc = snijsnelheid [m/min] | ||
| z = voeding per tand [mm/t] | p = 1xd1 | |
| e = snijdikte (radiaal) | ||
| p = snijdikte (axiaal) | ||
| De aanbevolen snijwaarden zijn referentiewaarden en moeten worden aangepast aan de respectieve omstandigheden. Volledige groeven zijn niet mogelijk bij diameters groter dan 20 mm, omdat het verbruikte vermogen te hoog is. | ||
| Snijwaarden voor groef voorfrezen | ||||||
| Voor dia. 12 tot dia. 20 | ||||||
| Materiaalomschrijving | Treksterkte | Koeling | vc | fz | ||
| Dia. 12–15,9 | Dia. 16–19,9 | Diameter 20 | ||||
| Algemeen constructiestaal | < 500 N/mm² | E | 45 | 0,030 | 0,034 | 0,042 |
| 500–850 N/mm² | E | 37 | 0,025 | 0,030 | 0,037 | |
| Koolstofstaal | < 850 N/mm² | E | 40 | 0,025 | 0,030 | 0,037 |
| 850–1000 N/mm² | E | 37 | 0,025 | 0,030 | 0,037 | |
| Niet-gelegeerde temperstaalsoorten | < 700 N/mm² | E | 37 | 0,025 | 0,030 | 0,037 |
| 700–850 N/mm² | E | 32 | 0,025 | 0,030 | 0,037 | |
| 850–1000 N/mm² | E | 24 | 0,025 | 0,030 | 0,037 | |
| Gelegeerde temperstaalsoorten | 850–1000 N/mm² | E | 24 | 0,025 | 0,030 | 0,037 |
| 1000–1200 N/mm² | E | 23 | 0,030 | 0,034 | 0,042 | |
| Ongelegeerd inzetstaal | < 750 N/mm² | E | 32 | 0,025 | 0,030 | 0,037 |
| Gelegeerd inzetstaal | < 1000 N/mm² | E | 27 | 0,025 | 0,030 | 0,037 |
| 1000–1200 N/mm² | E | 24 | 0,030 | 0,034 | 0,042 | |
| Genitreerd staal | < 1000 N/mm² | E | 23 | 0,025 | 0,030 | 0,037 |
| 1000–1200 N/mm² | E | 19 | 0,030 | 0,034 | 0,042 | |
| Gereedschapsstaal | < 850 N/mm² | E | 20 | 0,025 | 0,030 | 0,037 |
| 850–1100 N/mm² | E | 17 | 0,030 | 0,034 | 0,042 | |
| 1100–1400 N/mm² | E | 15 | 0,030 | 0,034 | 0,042 | |
| HSS-staal | 850–1200 N/mm² | E | 12 | 0,030 | 0,034 | 0,042 |
| Slijtvast constructiestaal | 1350 N/mm² | E | 10 | 0,030 | 0,034 | 0,042 |
| Verenstaal | < 1200 N/mm² | E | 8 | 0,030 | 0,034 | 0,042 |
| Roestvast staal, gezwaveld | < 700 N/mm² | E | 16 | 0,025 | 0,030 | 0,037 |
| Roestvast staal, austenitisch | < 700 N/mm² | E | 13 | 0,025 | 0,030 | 0,037 |
| < 850 N/mm² | E | 10 | 0,025 | 0,030 | 0,037 | |
| Roestvast staal, martensitisch | < 1100 N/mm² | E | 8 | 0,030 | 0,034 | 0,042 |
| Gietijzer | < 180 HB | - | 35 | 0,025 | 0,030 | 0,037 |
| > 180 HB | - | 27 | 0,025 | 0,030 | 0,037 | |
| Nodulair gietijzer, smeedbaar gietijzer | > 180 HB | - | 21 | 0,025 | 0,030 | 0,037 |
| > 260 HB | E | 15 | 0,025 | 0,030 | 0,037 | |
| Titanium, titaniumlegeringen | < 850 N/mm² | E | 9 | 0,030 | 0,034 | 0,042 |
| Snijwaarden voor groef voorfrezen | ||||||
| Voor dia. 6 tot dia. 11,9 | ||||||
| Materiaalomschrijving | Treksterkte | Koeling | vc | fz | ||
| Dia. 6–7,9 | Dia. 8–9,9 | Dia. 10–11,9 | ||||
| Algemeen constructiestaal | < 500 N/mm² | E | 45 | 0,008 | 0,012 | 0,019 |
| 500–850 N/mm² | E | 37 | 0,007 | 0,011 | 0,017 | |
| Koolstofstaal | < 850 N/mm² | E | 40 | 0,007 | 0,011 | 0,017 |
| 850–1000 N/mm² | E | 37 | 0,007 | 0,011 | 0,017 | |
| Niet-gelegeerde temperstaalsoorten | < 700 N/mm² | E | 37 | 0,007 | 0,011 | 0,017 |
| 700–850 N/mm² | E | 32 | 0,007 | 0,011 | 0,017 | |
| 850–1000 N/mm² | E | 24 | 0,007 | 0,011 | 0,017 | |
| Gelegeerde temperstaalsoorten | 850–1000 N/mm² | E | 24 | 0,007 | 0,011 | 0,017 |
| 1000–1200 N/mm² | E | 23 | 0,008 | 0,012 | 0,019 | |
| Ongelegeerd inzetstaal | < 750 N/mm² | E | 32 | 0,007 | 0,011 | 0,017 |
| Gelegeerd inzetstaal | < 1000 N/mm² | E | 27 | 0,007 | 0,011 | 0,017 |
| 1000–1200 N/mm² | E | 24 | 0,008 | 0,012 | 0,019 | |
| Genitreerd staal | < 1000 N/mm² | E | 23 | 0,007 | 0,011 | 0,017 |
| 1000–1200 N/mm² | E | 19 | 0,008 | 0,012 | 0,019 | |
| Gereedschapsstaal | < 850 N/mm² | E | 20 | 0,007 | 0,011 | 0,017 |
| 850–1100 N/mm² | E | 17 | 0,008 | 0,012 | 0,019 | |
| 1100–1400 N/mm² | E | 15 | 0,008 | 0,012 | 0,019 | |
| HSS-staal | 850–1200 N/mm² | E | 12 | 0,008 | 0,012 | 0,019 |
| Slijtvast constructiestaal | 1350 N/mm² | E | 10 | 0,008 | 0,012 | 0,019 |
| Verenstaal | < 1200 N/mm² | E | 8 | 0,008 | 0,012 | 0,019 |
| Roestvast staal, gezwaveld | < 700 N/mm² | E | 16 | 0,007 | 0,011 | 0,017 |
| Roestvast staal, austenitisch | < 700 N/mm² | E | 13 | 0,007 | 0,011 | 0,017 |
| < 850 N/mm² | E | 10 | 0,007 | 0,011 | 0,017 | |
| Roestvast staal, martensitisch | < 1100 N/mm² | E | 8 | 0,008 | 0,012 | 0,019 |
| Gietijzer | < 180 HB | - | 35 | 0,007 | 0,011 | 0,017 |
| > 180 HB | - | 27 | 0,007 | 0,011 | 0,017 | |
| Nodulair gietijzer, smeedbaar gietijzer | > 180 HB | - | 21 | 0,007 | 0,011 | 0,017 |
| > 260 HB | E | 15 | 0,007 | 0,011 | 0,017 | |
| Titanium, titaniumlegeringen | < 850 N/mm² | E | 9 | 0,008 | 0,012 | 0,019 |