




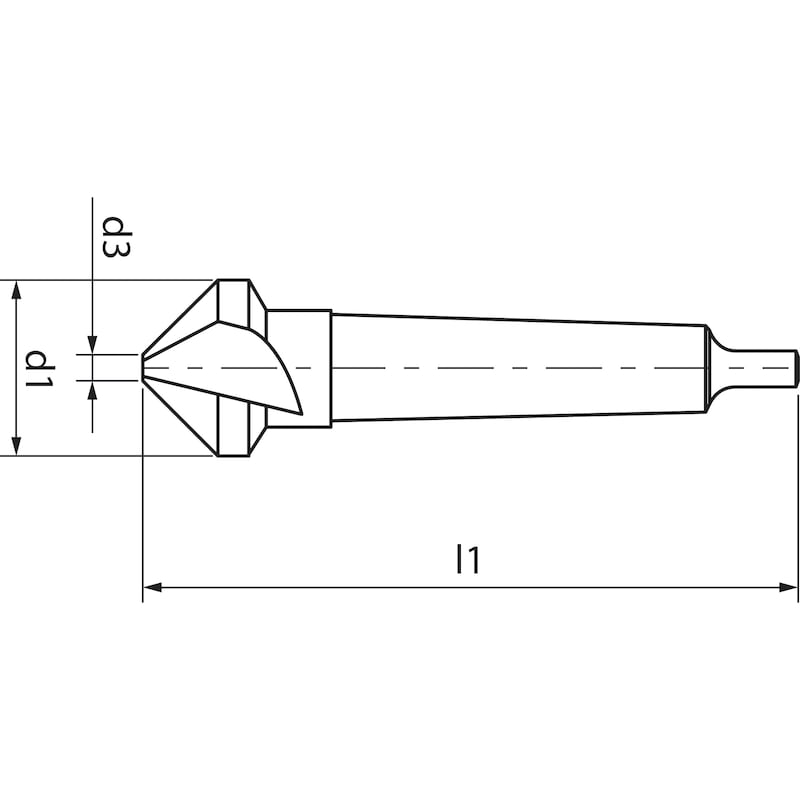
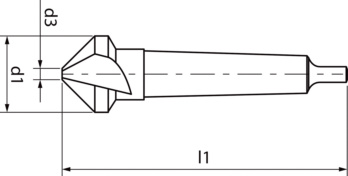
Conical countersink HSCo, DIN 335D, 90°, with Morse taper shank
Conical countersink HSCo 90° DIN 335 MT shank
CNTSNK-CONI-HSCO-90DGR-DIN335D-MT-D40MM
















Register now and access more than 125,000 products
- Very good cutting properties
- Radial relief ensures optimum chip breaking
Datasheets(X)

 | |
Product code | 2330 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Special alloy, Hard and tough material, Non-ferrous metal, Plastic |
Spot-facer diameter (d1) | 40.0 mm |
Tip diameter (d3) | 10.0 mm |
Length (l1) | 140 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 335 |
Form | D |
Cutting material | HSCo |
Countersink angle | 90 Degree |
Surface | Uncoated |
Shank style | Morse taper |
Morse taper size | MK 3 |
Service life (points system) | 2 of 4 points |
Countersinking speed (point system) | 2 of 4 points |
Countersinking quality (point system) | 2 of 4 points |
Versatility (points system) | 4 of 4 points |
Countersinking behaviour (point system) | 2 of 4 points |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, White cast iron, Stainless steels, sulphurated, Stainless steels, austenitic, Stainless steels, martensitic, Titanium, Titanium alloys, Special alloys, Hardox, Spring steels, Aluminium, Aluminium alloys, Aluminium wrought alloys, Aluminium casting alloys (<10% silicon), Aluminium casting alloys (>10% silicon), Magnesium alloys, Copper, low-alloyed, Brass, short-chipping, Brass, long-chipping, Bronze, short-chipping, Bronze, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Plastics, glass/carbon-fibre-reinforced |
| Cutting values for HSS countersinks, uncoated | ||||||||
| For dia. 25–50 | ||||||||
| Material designation | Tensile strength | vc | f | |||||
| Dia. 25 | Dia. 31 | Dia. 34 | Dia. 37 | Dia. 40 | Dia. 50 | |||
| General structural steels | ≤ 500 N/mm² | 34 | 0,210 | 0,240 | 0,255 | 0,270 | 0,286 | 0,341 |
| ≤ 1000 N/mm² | 32 | 0,150 | 0,170 | 0,181 | 0,193 | 1,286 | 1,531 | |
| Unalloyed heat-treated steels | ≤ 700 N/mm² | 34 | 0,210 | 0,240 | 0,255 | 0,270 | 2,286 | 2,721 |
| ≤ 850 N/mm² | 32 | 0,210 | 0,240 | 0,255 | 0,270 | 3,286 | 3,911 | |
| ≤ 1000 N/mm² | 21 | 0,150 | 0,170 | 0,181 | 0,193 | 4,286 | 5,101 | |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 16 | 0,210 | 0,240 | 0,255 | 0,270 | 5,286 | 6,291 |
| ≤ 1400 N/mm² | 13 | 0,150 | 0,170 | 0,181 | 0,193 | 6,286 | 7,481 | |
| Nitriding steels | ≤ 1000 N/mm² | 16 | 0,150 | 0,170 | 0,181 | 0,193 | 7,286 | 8,671 |
| ≤ 1400 N/mm² | 13 | 0,090 | 0,120 | 0,118 | 0,116 | 8,286 | 9,861 | |
| Tool steels | ≤ 850 N/mm² | 18 | 0,150 | 0,170 | 0,181 | 0,193 | 9,286 | 11,051 |
| ≤ 1400 N/mm² | 16 | 0,090 | 0,120 | 0,118 | 0,116 | 10,286 | 12,241 | |
| High-speed steels | ≤ 1400 N/mm² | 16 | 0,090 | 0,120 | 0,118 | 0,116 | 11,286 | 13,431 |
| Cast iron | ≤ 240 HB | 27 | 0,210 | 0,240 | 0,255 | 0,270 | 12,286 | 14,621 |
| ≤ 350 HB | 17 | 0,210 | 0,240 | 0,255 | 0,270 | 13,286 | 15,811 | |
| Spheroidal-graphite and malleable iron | ≤ 240 HB | 23 | 0,210 | 0,240 | 0,255 | 0,270 | 14,286 | 17,001 |
| ≤ 350 HB | 21 | 0,210 | 0,240 | 0,255 | 0,270 | 15,286 | 18,191 | |
| Chilled cast iron | ≤ 350 HB | 9 | 0,090 | 0,120 | 0,118 | 0,116 | 16,286 | 19,381 |
| Stainless steels, sulphurated | ≤ 900 N/mm² | 17 | 0,150 | 0,170 | 0,181 | 0,193 | 17,286 | 20,571 |
| Stainless steels, austenitic | ≤ 1100 N/mm² | 13 | 0,090 | 0,120 | 0,118 | 0,116 | 18,286 | 21,761 |
| Stainless steels, martensitic | ≤ 1200 N/mm² | 15 | 0,090 | 0,120 | 0,118 | 0,116 | 19,286 | 22,951 |
| Titanium and titanium alloys | ≤ 850 N/mm² | 16 | 0,150 | 0,170 | 0,181 | 0,193 | 20,286 | 24,141 |
| ≤ 1400 N/mm² | 11 | 0,090 | 0,120 | 0,118 | 0,116 | 21,286 | 25,331 | |
| Special alloys | ≤ 2000 N/mm² | 9 | 0,150 | 0,170 | 0,181 | 0,193 | 22,286 | 26,521 |
| Spring steels | ≤ 350 HB | 10 | 0,090 | 0,120 | 0,118 | 0,116 | 23,286 | 27,711 |
| Legend | |
| vc = cutting speed [m/min] | |
| f = feed (mm/r) | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!